 Дефектоскопия бойынша:
Дефектоскопия бойынша:Дефектоскопия-бақыланатын объектілердің материалындағы, атап айтқанда машина бөлшектері мен металл конструкция элементтерінің материалындағы ақауларды анықтаудың теориясын, әдістері мен техникалық құралдарын қамтитын білім саласы.
Дайындау технологиясының жетілмегендігі салдарынан немесе ауыр жағдайларда пайдалану нәтижесінде бұйымдарда әртүрлі ақаулар пайда болады — материалдың тұтастығының немесе біртектілігінің бұзылуы, берілген химиялық құрамнан немесе құрылымнан, сондай-ақ берілген мөлшерден ауытқулар. Ақаулар материалдың физикалық қасиеттерін (тығыздығы, электр сымдары, магниттік, серпімділік қасиеттері және т.б.) өзгертеді. Дефектоскопия қолданылып жүрген әдістердің негізінде рентген, инфрақызыл, ультракүлгін және гамма-сәулелердің, радиотолқындардың, ультрадыбыстық тербелістердің, магниттік және электростатикалық өрістердің және т. б. әсер етуі кезінде материалдардың физикалық қасиеттерін зерттеу жатыр.
Ең қарапайым әдісі дефектоскопия көзбен шолу — көзге немесе оптикалық құралдардың көмегімен (мысалы, лупа). Ішкі беттерді, терең қуыстарды және жету қиын жерлерді қарау үшін призмалар мен миниатюралық жарықтандырғыштары бар арнайы түтіктер (диоптриялық түтіктер) және телевизиялық түтіктер қолданылады. Сондай-ақ, жұқа сым бетінің сапасын және т. б. бақылау үшін лазерлерді қолданады. Визуалды дефектоскопия металл бұйымдарында тек үстіңгі ақауларды (жарықтарды, көбікті және т.б.) және шыныдан жасалған немесе көрінетін жарық үшін мөлдір Пластмассадан жасалған бұйымдардағы ішкі ақауларды анықтауға мүмкіндік береді. Жай көзбен байқалатын ақаулардың ең аз мөлшері 0,1—0,2 мм, ал оптикалық жүйелерді пайдалану кезінде — ондаған мкм құрайды.
Көзбен өлшеуіш бақылау – бұл оптикалық түрді бұзбайтын бақылау әдістерінің бірі. Ол көзбен бақылау кезінде немесе оптикалық аспаптар мен өлшеу құралдарының көмегімен бақыланатын объект туралы бастапқы ақпаратты алуға негізделген.
Сыртқы тексерумен (ВИК-ом) дайындамаларды дәнекерлеуге дайындау және құрастыру сапасын, дәнекерлеу процесінде жіктердің орындалу сапасын және дайын дәнекерленген қосылыстардың сапасын тексереді. Әдетте, бақылаудың басқа түрлерін қолдануға қарамастан барлық дәнекерленген бұйымдарды сыртқы қарап тексереді. Визуалды бақылау көптеген жағдайларда жеткілікті ақпараттандырылған және бақылаудың ең арзан және жедел әдісі болып табылады.
Визуалды бақылау әдісі 10 х-ға дейін үлкейтіп аспаптарды пайдалану кезінде 0,1 мм-ден артық өлшем мен форманың қатпарлығын, ауытқуын анықтауға мүмкіндік береді.
Көзбен бақылау, әдетте, көзге немесе 7 х-ға дейін үлкейтетін луп пайдалану арқылы жүргізіледі.
Дәнекерлеу тігістерін көзбен-өлшеу бақылауымен бақылау аймағы дәнекерленген тігіс және егер олардың екеуі де қарау үшін қол жетімді болса, тігістің әр жағына ені кемінде 20 мм негізгі металдың оған жапсарлас учаскелері болып табылады.
Визуалды бақылау бақылаудың басқа әдістерін жүргізгенге дейін орындалады. Көзбен шолып бақылау кезінде анықталған ақаулар бақылауды басқа әдістермен жүргізгенге дейін жойылуы тиіс.
Ультрадыбыстық дефектоскопия — ұсынылған әдіс орыс 1928 жылы Соколов және тарату процесін зерттеуге негізделген ультрадыбыстық тербелістер арнайы жабдықтар — ультрадыбыстық дефектоскопа. Ең көп таралған әдістердің бірі болып табылады бұзбайтын бақылау.
Ультрадыбыстық бақылау зерттелетін үлгіні бұзбайды және зақымдамайды, бұл оның басты артықшылығы болып табылады. Түрлі материалдардан, металдардан, сондай-ақ металл емес материалдардан жасалған бұйымдарды бақылауды жүргізуге болады. Бұдан басқа, құны төмен және адам үшін қауіптілік кезінде (рентгендік дефектоскопиямен салыстырғанда) зерттеудің жоғары жылдамдығын және ультрадыбыстық дефектоскоптың жоғары ұтқырлығын атап өтуге болады.
Материалдың ақауларын іздеу (тесік, шаш, түрлі қосылыстар, біртекті емес құрылым және т. б.) және жұмыс жүргізу сапасын бақылау үшін қолданылады — дәнекерлеу, үлес, склейка және т. б. Ультрадыбыстық бақылау авиациялық қозғалтқыштардың бөліктері, атом реакторларының құбырлары немесе темір жол рельстері сияқты көптеген жауапты бұйымдарды дайындау және пайдалану кезіндегі міндетті рәсім болып табылады.
Бұзбайтын бақылаудың негізгі әдістерінің бірі бақылаудың радиографиялық әдісі (ҚР) болып табылады.бақылаудың бұл түрі өнеркәсіптің және құрылыс кешенінің түрлі салаларында технологиялық құбыржолдардың, металл конструкциялардың, технологиялық жабдықтардың, композиттік материалдардың сапасын тексеру үшін кеңінен қолданылады.
Дәнекерленген қосылыстардың радиографиялық бақылауы оларда поралардың, пісірілмеген, қож, вольфрам тотығы және басқа да қосылыстардың, тіліктердің, жарықтардың болуын анықтауға мүмкіндік береді. Бұдан басқа, радиографиялық бақылау сыртқы тексеру үшін қол жетпейтін жерлерде, мысалы, дәнекерленген тігістің қарама-қарсы жағында тігіс тамырының дөңес және майысуының шамасын бағалауды жүргізуге мүмкіндік береді.
Радиографиялық бақылау әдісі рентген сәулелерінің металл арқылы ену қабілетіне және дәнекерленген тігістің артқы жағында орналасқан жарық сезгіш рентген пленкасына әсер етуге негізделген. Бақыланатын материалдың тұтастығының ақаулары бар жерлерде (қайнатылмаған, тесік, сызаттар, қож қосулары және т.б.) сәулелердің сіңуі аз болады және олар рентген пленкасының сезімтал қабатына белсенді әсер етеді.
Металдарды рентгендік жарықтандыруды қолдана отырып дефектоскопия жүргізу анықталған ақаулардың түрі мен сипатын көрнекі анықтауға, олардың орналасқан жерін дәл анықтауға, сондай-ақ бақылау нәтижелерін мұрағаттауға мүмкіндік беретін дәнекерлеу қосылыстары мен негізгі металды бақылаудың ең сенімді тәсілі болып табылады. Сонымен қатар, қазіргі заманғы аппараттық-бағдарламалық кешендер рентген суреттерінің автоматтандырылған шифры.
Бақылаудың капиллярлы әдістері бақылау объектілерінде үстіңгі және өтпелі ақауларды анықтауға, олардың орналасуын, ұзындығын және бағдарын анықтауға арналған. Капиллярлы әдістер қара, түсті металдардан және басқа да ферромагнитті емес материалдардан жасалған кез келген нысандар мен өлшемдердің объектілерін бақылауға мүмкіндік береді. Оларды ферромагнитті материалдардан жасалған бөлшектерді бақылау үшін де қолданылады, егер олардың магниттік қасиеттері, пішіні, түрі және ақаулардың орналасуы талап етілетін магнитті ұнтақты әдіспен сезімталдыққа қол жеткізуге мүмкіндік бермесе немесе егер бұл әдісті пайдалану шарттары бойынша қолдануға болмайтын болса.
Капиллярлы бақылау әдістері тек үстіңгі ақауларды анықтау үшін кеңінен қолданылады. Олардың артықшылығы басқа әдістерден асатын жоғары сезімталдықта, бақылаудың арзандауында, қарапайым жабдықты (мысалы, люминесцентті әдіс кезінде ультракүлгін жарық көздерін) қолданғанда немесе мүлдем онсыз (түсті әдіс), магниттік және магнитті емес материалдарды бақылау мүмкіндігінен тұрады.
Ақаулар люминесцентті, түсті және люминесцентті-түсті әдістермен анықталады. Бақылаудың капиллярлы әдістеріне деген қызығушылық аустенитті класты жаңа болаттар мен қорытпалардың, сондай-ақ металл емес материалдардың құрылуына, олардың қолданылу саласының кеңеюіне және олардың сапасына қойылатын талаптардың артуына байланысты өсті.
Магнитті дефектоскопия ферромагниттік металдардағы (темір, никель, кобальт және олардың негізіндегі қорытпалар қатары) ақауларды анықтау үшін қолданылатын бұзбайтын бақылау әдістерінің кешені болып табылады. Магнитті әдіспен анықталған ақауларға мынадай ақаулар жатады: жарықтар, шаштар, металл емес қосылыстар, балқымалар, флокендер. Ақауларды анықтау, егер олар бұйымның бетіне шығып немесе аз тереңдікте (2-3 мм артық емес) жатқан жағдайда мүмкін болады.
Магнитті әдістер магниттеуден кейін ферромагнитті материалдардан жасалған бұйымдардың айналасында шашыраудың магниттік өрістерін зерттеуге негізделген. Ақаулар орналасқан жерлерде магниттік ағындардың қайта бөлінуі және шашыраудың магниттік өрістерінің қалыптасуы байқалады. Ақаулар үстінде шашырау ағынын анықтау және бекіту үшін әртүрлі әдістер қолданылады.
магнитті дефектоскопияның ең көп таралған әдісі-магнитті ұнтақты әдіс. Магнитті ұнтақты Дефектоскопия (МПД) әдісін пайдалану кезінде магниттелген бөлшектерге магнитті ұнтақ немесе сұйықтықтағы магниттік бөлшектердің ұсақ дисперсті жүзіндісі болып табылатын магнитті суспензия салынады. Шашыраудың магнит өрісінің әсер ету аймағына түскен ферромагнит ұнтағының бөлшектері тартылып, қатпарлықтардың орналасу орындарына жақын жерде отыруы тиіс. Магнитті ұнтақтың шөгуі болатын жолақтың ені ақаудың нақты енінен едәуір асып кетуі мүмкін. Осының салдарынан, тіпті өте тар жарықтар ұнтақ бөлшектерімен көзге бекітілуі мүмкін. Алынған индикаторлық суреттерді тіркеу визуалды немесе суретті өңдеу құрылғыларының көмегімен жүргізіледі.
бұл металл, қорытпалар, резеңке, пластмасса, бетон және басқа да материалдардың қаттылығын бұзбайтын бақылау әдісі.
Твердометрия металды механикалық сынаудың негізгі түрлерінің бірі және оның құрылымдық-механикалық жағдайын диагностикалаудың тиімді құралы болып табылады.
Қазіргі уақытта твердометрия бұзбайтын бақылау мен техникалық диагностиканың (НКТД) ең дәл әдістерінің бірі болып табылады.
Қаттылық – инденторды жер бетіне енгізу кезінде байланыстық деформацияға немесе нәзік қирауға қарсылық көрсететін материалдың қасиеті. Индентор деп қатты қорытпа ұшы түсініледі.
Материалдың қаттылығын анықтау кезінде стандарттарда немесе басқа да нормативтік құжаттарда баяндалған сынақтарды жүргізу шарттарын қатаң орындау қажет. Қабылданған сынақ шарттарынан ауытқыған кезде қаттылықты өлшеу кезіндегі қателіктер сөзсіз.
Қалыңдықметрия – материалдардың қалыңдығы мен тұтастығын зерттеу әдісі . Ультрадыбыстық, магниттік, механикалық, құйынды және қазіргі уақытта ең перспективалы-электромагниттік-акустикалық зерттеу әдістері бар. оңтайлы әдісті таңдау үшін, сәйкесінше, құрал (қалыңдық өлшегіш) материалдың қалыңдығы мен бүтіндігін бақылау үшін көптеген факторларды ескеру қажет.
бұзбайтын бақылаудың ультрадыбыстық әдісі металды, полиэтилен, бетонды, дәнекерленген қосылыстарды, құйма дайындамаларды және болат құймаларды, жылу трассаларын, су құбырларын, газ құбырларын, қазандықтардың сапасын, рельстің, құбырлардың, соғылмалардың дәнекерленген жіктерін және т.б. бақылау үшін қолданылады. құбырлар мен құбырларды ультрадыбыстық бақылау құбырлардың сапасын бақылаудың, құбырлардың, су құбырлары мен жылу трассаларының ақауларын пайдаланудан шығармай диагностикалаудың тиімді бұзбайтын әдісі болып табылады. Құбырлардың сапасын бақылаудың ультрадыбыстық әдісі құбырлардың ультрадыбыстық диагностикасы бойынша жұмыстардың барлық кешенін орындауға, дәнекерленген жіктердің әлсіз жерлерін, жылу трассалары мен су құбырларының ішкі коррозиясын анықтауға мүмкіндік береді. Бұл әдісті пайдалану кезінде дәстүрлі қателіктер, сондай-ақ бақылау объектісінің үстіңгі қабатындағы электромагниттік-динамикалық күштердің көлемдік бөлінуінен туындайтын қателіктер алынып тасталады.
Вакуумдық рамкалар көпіршіктің герметикалығын бақылау үшін пайдаланылады. Бақылау дәнекерленген қосылыстарда және болат пен пластиктен жасалған негізгі бұйымдардың толассыз ақауларын анықтауға мүмкіндік береді. Рамкалар резервуарлар, қазандар, құбыр өткізгіштер, отын бактары, қаптамалар және бір жақты қолжетімді басқа да объектілер сияқты объектілерді бақылау үшін қолданылады.
барлық мамандардың мұнай-газ және машина жасау саласында 10 жылдан астам жұмыс тәжірибесі бар. Бүгінгі таңда фирманың балансында Газель 28717Н автомобилінің базасында арнайы жылжымалы сынақ зертханасы бар:
| ультрадыбыстық Дефектоскоп" PELENG " УДЗ-103 |  |
| Dio 570 ультрадыбыстық қалыңдық өлшегіш |  |
| МД-4К магнитті ұнтақты дефектоскоп |  |
| шағын көлемді жылжымалы ТЭМП-2 электронды қатты өлшегіш |  |
| Magnaflux Y8 магнитті ұнтақты дефектоскоп |  |
| визуалды өлшеуіш бақылау бойынша жиынтық | 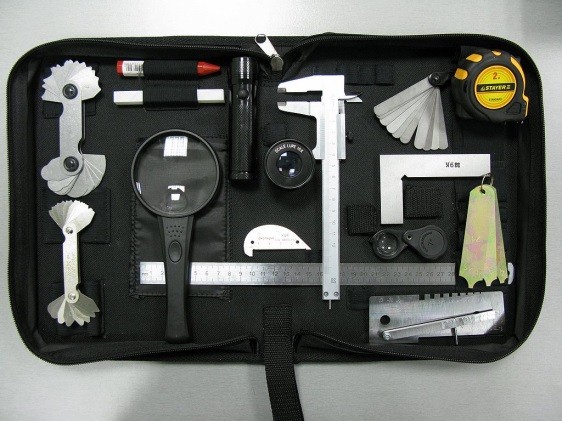 |
| ультракүлгін фонарь "ГРИФ-2М" |  |
| жылжымалы импульстік АРИНА Рентген аппараты 02 |  |
| 7 |  |
| СПРУТ-ИПА автономды қуат көзі 24.18 |  |
| Өрмекші құралы-2М |  |
| "РПД-200"өнеркәсіптік дефектоскопияға арналған жылжымалы рентген аппараты |  |
| Иридий-192 изотопымен Гаммадефектоскоп "Гаммарид 192/120". |  |
| орау көліктік УКТ-Д11 жиынтығы |  |
| арнайы жабдығы бар фотозертхана |