 For flaw detection:
For flaw detection: Flaw detection is a field of knowledge that covers the theory, methods and technical means of determining defects in the material of controlled objects, in particular in the material of machine parts and metal structures.
Due to the imperfection of the manufacturing technology or as a result of operation in harsh conditions, various defects appear in the products - discontinuities or homogeneity of the material, deviations from the specified chemical composition or structure, as well as from the specified dimensions. Defects change the physical properties of a material (density, electrically, magnetic, elastic properties, etc.). The existing Defectoscopy methods are based on the study of the physical properties of materials when exposed to X-rays, infrared, ultraviolet and gamma rays, radio waves, ultrasonic vibrations, magnetic and electrostatic fields, etc.
The simplest method of Flaw detection is visual - with the naked eye or with the help of optical devices (for example, a magnifying glass). For inspection of internal surfaces, deep cavities and hard-to-reach places, special tubes with prisms and miniature illuminators (diopter tubes) and television tubes are used. Lasers are also used to control, for example, the quality of the surface of a thin wire, etc. Visual Flaw detection allows you to detect only surface defects (cracks, films, etc.) in metal products and internal defects in glassware or transparent for visible light plastics. The minimum size of defects detected by the naked eye is 0.1—0.2 mm, and when using optical systems - tens of microns.
Visually measuring control is one of the methods of non-destructive testing of optical appearance. It is based on obtaining primary information about a controlled object by visual observation or with the help of optical instruments and measuring instruments.
An external examination (PIC) checks the quality of preparation and assembly of workpieces for welding, the quality of the welds during the welding process and the quality of the finished welds. As a rule, the external inspection controls all welded products, regardless of the use of other types of control. Visual control in many cases is quite informative and is the cheapest and quickest method of control.
The visual control method allows detecting discontinuities, deviations of size and shape from given values of more than 0.1 mm when using instruments with magnification up to 10 x.
Visual control is usually done with the naked eye or using magnifying loops up to 7 h. In doubtful cases and with technical diagnostics, loop loops with magnification up to 20 x are allowed.
For Visual Measuring Weld Control, the control zone is the weld and adjacent base metal parts with a width of at least 20 mm to each side from the weld from two surfaces, if both are available for inspection.
Visual inspection is performed before other inspection methods are performed. Defects detected by visual inspection should be repaired before other methods of testing.
Ultrasonic Flaw Detection - the method proposed by С. Ya. Sokolov in 1928 and based on the study of the distribution process ultrasonic vibrations with a frequency of 0.5 - 25 MHz in controlled products using special equipment - ultrasonic flaw detector . It is one of the most common methods non-destructive testing .
Ultrasonic testing does not destroy or damage the sample under investigation, which is its main advantage. It is possible to control products from a variety of materials, both metals and non-metals. In addition, it is possible to distinguish a high research speed at a low cost and danger to humans (compared to X-ray inspection) and high mobility of an ultrasonic flaw detector.
Used to search for material defects (pores, hairs, various inclusions, heterogeneous structure, etc.) and quality control of work - welding , soldering , gluing , etc. Ultrasonic testing is an indispensable procedure in the manufacture and operation of many important products, such as parts of aircraft engines, nuclear reactor pipelines or railway rails. One of the main methods of non-destructive testing is radiographic control method (RK). This type of control is widely used to check the quality of technological pipelines, metal structures, process equipment, and composite materials in various industries and construction complex.
Radiographic inspection of welded joints allows detecting the presence of pores, poor penetration, slag, tungsten oxide and other inclusions, undercuts, cracks. In addition, radiographic monitoring allows an assessment of the amount of convexity and concavity of the weld root in inaccessible places, such as on the opposite side of the weld.
The radiographic control method is based on the ability of X-rays to penetrate the metal and affect the photosensitive X-ray film located on the back side of the weld. In places where there are defects in the integrity of the material being monitored (incomplete penetration, pores, cracks, slag inclusions, etc.), the absorption of rays will be less and they will more actively affect the sensitive layer of the X-ray film.
Carrying out flaw detection using X-ray radiography of metals is the most reliable way to control welded joints and the base metal, allowing you to visually determine the type and nature of the defects detected, to accurately determine their location, as well as archive the results of monitoring . In addition, modern hardware and software systems allow for automated decoding of x-ray images .
Capillary control methods are designed to detect surface and end-to-end defects in objects of control, determine their location, length and orientation. Capillary methods allow you to control objects of all shapes and sizes, made of ferrous, non-ferrous metals and other non-ferromagnetic materials. They are also used to control parts made of ferromagnetic materials, if their magnetic properties, shape, type and location of defects do not allow to achieve the required sensitivity by the magnetic particle method or if this method cannot be used according to the operating conditions. Capillary control methods are widely used to detect only surface defects. Their advantage lies in high sensitivity, superior to other methods, low cost control, the use of simple equipment (for example, ultraviolet light sources with the luminescent method) or none at all (color method), the ability to control magnetic and non-magnetic materials. Defects are detected by luminous, color and luminescent-color methods. Interest in capillary control methods has grown due to the creation of new steels and alloys of austenitic class, as well as non-metallic materials, expanding the scope of their application and increasing demands on their quality.
Magnetic flaw detection is a set of non-destructive testing methods used to detect defects in ferromagnetic metals (iron, nickel, cobalt and a number of alloys based on them). Defects detected by the magnetic method include such defects as cracks, hairs, non-metallic inclusions, inconsistencies, and flocs. Detection of defects is possible if they come to the surface of the product or lie at a shallow depth (no more than 2-3 mm).
Magnetic methods are based on the study of magnetic stray fields around products made of ferromagnetic materials after magnetization. At the locations of defects, a redistribution of magnetic fluxes and the formation of magnetic stray fields are observed. Various methods are used to identify and record scattering flows over defects.
The most common magnetic flaw detection method is magnetic particle method . When using the magnetic particle inspection (MPD) method, a magnetic powder or a magnetic suspension, which is a fine suspension of magnetic particles in a liquid, is applied to the magnetized part. Particles of ferromagnetic powder that fall into the zone of action of the magnetic field of scattering attract and settle on the surface near the locations of discontinuities. The width of the band along which the deposition of the magnetic powder occurs can significantly exceed the actual width of the defect. As a result, even very narrow cracks can be fixed on the settled powder particles with the naked eye. Registration of the obtained indicator drawings is carried out visually or with the help of image processing devices.
Hardness - is a method of non-destructive testing of the hardness of metals, alloys, rubber, plastic, concrete and other materials.
Hardness measurement is one of the main types of mechanical testing of metal and an effective means of diagnosing its structural-mechanical state. > Currently, hardness testing is one of the most accurate methods of non-destructive testing and technical diagnostics (NTD).
Hardness is the property of a material to resist contact deformation or brittle fracture when an indenter is introduced into the surface. An indenter is a carbide tip.
When determining the hardness of a material, it is necessary to strictly comply with the test conditions set forth in standards or other regulatory documents. In case of deviation from accepted test conditions, errors in measuring hardness are inevitable.
Thickness Measurement is a method for studying the thickness and integrity of materials . There are ultrasonic, magnetic, mechanical, eddy current and the most promising at the moment - electromagnetic-acoustic research methods. To select the optimal method and, accordingly, the device (thickness gauge ) to control the thickness and integrity of the material There are many factors to consider.
The ultrasonic non-destructive testing method is used to control metal, polyethylene, concrete, welded joints, cast billets and steel castings, heating mains, water pipes, gas pipelines, quality boilers, welded rail joints, pipes, forgings, etc. Ultrasonic testing of pipes and pipelines is an effective non-destructive method for monitoring the quality of pipelines, diagnosing defects of pipes, water pipes and heating mains without taking them out of service. The ultrasonic method of quality control of pipelines allows you to perform the whole complex of works on ultrasonic diagnostics of pipelines, to identify weak points of welds, internal corrosion of pipes of heating mains and water pipes. When using this method, traditional errors are excluded, as well as errors due to the volume distribution of electromagnetic-dynamic forces in the surface layer of the test object.
Vacuum frames are used to control the tightness of the bubble method . The control allows to identify end-to-end defects in welded joints and main products made of steel and plastic. Frames are used to control objects such as tanks, boilers, pipelines, fuel tanks, linings and other objects with one-way access.
To all this, experts have experience of more than 10 years at the facilities of the oil and gas and engineering industries. To date, the company’s balance sheet has a special mobile testing laboratory based on the Gazelle 28717H vehicle equipped with the following equipment:
| Ultrasonic flaw detector “PELENG” UDZ-103 |  |
| DIO 570 Ultrasonic Thickness Gauge |  |
| Magnetic particle detector MD-4K |  |
| Electronic hardness tester small portable TEMP-2 |  |
| Magnaflux Y8 magnetic particle flaw detector |  |
| Visual measurement control kit | 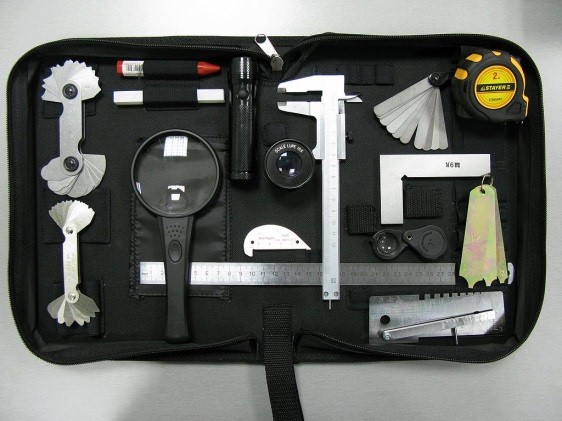 |
| UV lamp “GRIF-2M” |  |
| X-ray portable pulse device ARINA 02 |  |
| A nanosecond pulse X-ray apparatus ARINA-7 |  |
| SPRUT-IPA 24.18 autonomous power source |  |
| Spider 2M fixture |  |
| Portable X-ray machine for industrial flaw detection “RPD-200” |  |
| Gammarid 192/120 Gamma defectoscope with the Iridium-192 isotope. |  |
| Packing kit Transport UKT-D11 |  |
| Photolaboratory with special equipment |